Mбілік :MАтериал 50Mn жоғары сапалы көміртекті құрылымдық болат, құрамында C мөлшері 0,48-0,56%, Si мөлшері 0,17-0,37%, Mn мазмұны 0,7-1,0%, S мазмұны 0,035%-дан аз, P мазмұны ауытқиды. 0,035%-дан аз және Cr мөлшері 0,25-тен 0,30%-ға дейін, Ni мазмұны 0,30%-дан аз және Cu мөлшері 0,25%-дан төмен. Олардың ішінде Mn легирленген болаттың маңызды элементі болып табылады. материалдың икемділігі мен пластикасын жақсарта алады, жеткілікті қаттылық пен тозуға төзімділігін қамтамасыз етеді.Термиялық өңдеуден кейін 50Mn болат жоғары беріктік пен қаттылыққа, тамаша енуге, терең қатайтатын қабатқа және жұқа перлит құрылымына және жақсы механикалық өнімділікке ие.
Негізгі білікке арналған дизайн стандарттары 2-дан 7 мм-ге дейін шыңдалатын қабаттың тереңдігін және 50-ден 62 HRC-ге дейінгі шынықтыру қаттылығын талап етеді.
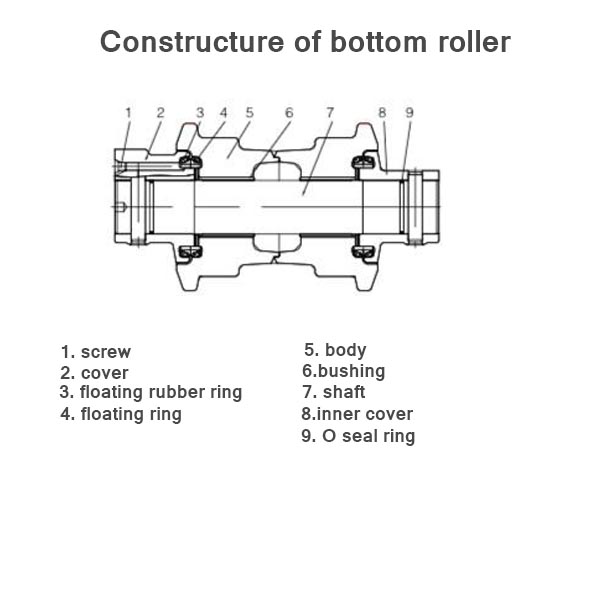
Дене :Тозуға төзімділігін арттыру үшінtтартпа ролик's корпусы, материалы 40Mn2 легирленген конструкциялық болат, С мөлшері 0,37-0,44%, Si мөлшері 0,17-0,37%, Mn мөлшері 1,4-1,8%, P мөлшері 0,030% -дан аз және S мазмұны ауытқиды. 0,030%-дан төмен.
The төменгі роликкорпус соғу процесі арқылы қалыпталады. Қалыптағаннан кейін дөңгелек корпусының ішінде жоғары беріктік, пластикалық, қаттылық және жалпы механикалық өнімділікті сақтау үшін 26-32HRC қаттылыққа жету үшін өрескел дөңгелек корпусы шыңдалады.Тірек доңғалақ рельсінің бетінің қаттылығын және тозуға төзімділігін арттыру үшін доңғалақ корпусының беті сөндіргіш өңдеуден өтеді. Шығу қаттылығы 50-58HRC, тереңдігі 6-12 мм.Бұл рельс бетінің қаттылығы мен тізбек буынының қаттылығы (48-58HRC) арасындағы негізгі ұқсастыққа әкеледі.
Мөр:Көлемі мен бетінің кедір-бұдырлығыO-сақинадизайн талаптарына сәйкес болуы керек. Түйісетін беті дөңгелектеніп, кез келген саңылаулар мен өткір жиектерден тазартылған болуы керек.
Қалқымалы тығыздағыш резеңке және O-сақинажоғары сапалы бутил резеңкеден таңдалуы керек. Ішкі диаметрі, жіп өлшемі, икемділігі, қаттылығы (Шор) және бетінің әрлеуі стандарттарға сәйкес болуы керек.Құрастыру алдында жоғарыда аталған элементтердің барлығы тексеріліп, орнату алдында жоғарыда аталған стандарттарға сәйкес біліктіліктен өтуі керек.
Саңылау :Осьтің негізгі осі мен мойынтіректері арасындағы саңылауроликкорпусы 0,2-0,4 мм болуы керек.Айналған кезде ешқандай бөгет болмауы керекмәсележәне жақсы тығыздау өнімділігі, майдың ағуы жоқ.
Майлау :Мойынтіректегі майтрек роликr май сорғысының көмегімен айдау керек. Қажет болса, майлау майының тұтқырлығын тиісті түрде арттыруға болады.Мойынтіректі майды айдамас бұрын, ескірген майлауды төгіп тастау керек.Содан кейін май ағып кеткенше жаңа майлаушы май тығынының тесігіне қосылуы керек.Майлау майды айдау кезінде күпшек қақпағының бұрандасын алып тастау керек, ал майлау құрылғысының майлау ұшын май арнасындағы иыққа басу керек. Май тығынының тартылу моменті 157-255 Нм аралығында реттелуі керек.
Жіберу уақыты: 05 сәуір 2023 ж



